Elektrofüzyon boru kaynağı
Boru hattının veya ana kanalizasyon sisteminin döşenmesi, tek bir parça malzeme ile yapılamaz. Bugüne kadar, bireysel segmentlerin bağlantısının yapıldığı birçok yöntem geliştirilmiştir. En gelişmiş elektrofüzyon boru kaynağıdır.
Nedir o
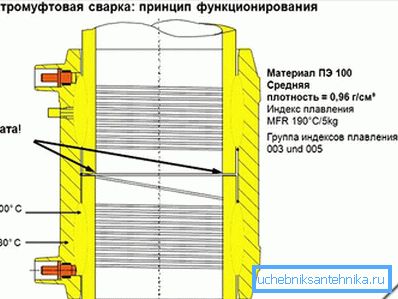
Yöntemin özü, bağlantı elemanının içinde bir elektrik spiraline sahip olması gerçeğinde yatmaktadır. Tamamen açık, kısmen gömülü veya gizli olabilir. Isıtma elemanı, kaynak makinesinin bağlandığı iki dışarı giden kontağa sahiptir. Voltajın belirtilen değeri belirli bir süre için verilir. Bağlayıcının iç kısmı ve sıcaklığın etkisi altında yerleştirilen boru bölümü sıvılaşır. Dış duvar, böyle bir dereceye kadar ısınmaz ve elastikliğini korur, bu da maddenin aşağı doğru hareket etmesine neden olur, bunun sonucu olarak monolitik bir yapı oluşur.

Kaplinler üç tip plastikten yapılmıştır: polietilen, polipropilen, polibüten. Gaz hatlarının montajı için genellikle sadece ilk seçenek kullanılır.
İpucu! İşaretleme, operatöre hangi voltajı ve hangi sürenin uygulanacağı konusunda bilgi veren bağlantı parçalarına uygulanır. Ayrıca bitmiş eklemin soğuma süresini de gösterir. Ek olarak, tasarım tamamlanmış süreci işaret eden özel göstergeler sağlar.
avantajları

Bu teknolojik yöntemin birçok olumlu yanı vardır:
- Kaynak sırasında borunun iç çapı azalmaz. Bu, sistemin sadece sabit basınçta bir basınç kafasına sahip olduğu durumlarda kullanılamayacağı anlamına gelir. Drenaj ve fırtına sistemleri istisna değildir.
- İyi düşünülmüş bir enstrümantal taban sayesinde, gerekli tüm işlemleri gerçekleştirirken insan faktörü en aza indirgenir.
- İki büyük çaplı boruya uymanız gerekiyorsa, bu yöntem daha kabul edilebilir.
- Ana hattın onarılması gerektiğinde elektrofüzyon kaynağı vazgeçilmez olacaktır ve boruları yatay düzlemde değiştirmek mümkün değildir.
- Boruların her ikisi veya bir tanesi takviye katkısı ile takviye edildiğinde, eklemlenmeye bir engel de söz konusu olmayacaktır. Kıç kaynağında, dikişin böyle bir mukavemetinin garantisi yoktur.
- Dikilmiş polietilenden borular genellikle mekanik olarak bağlanır. ZN kaynağı, yüksek kaliteli bir dikiş sağlayan, moleküler bağları etkilemek için bir fırsat sağlar.
- Çok sayıda musluk ile bir boru hattının montajı, ön bağlantıya ve zaten bitmiş bir yapının tesis edilmesine gerek olmaksızın doğrudan sahada gerçekleştirilebilir.
- Diğer enerji türlerine göre elektrik enerjisi tasarrufu.
- Farklı çaplarda polietilenin farklı derecelerde kaynak ürünlerinin avantajı.
araçları

Tüm sürecin sorunsuz ilerlemesi için, size özel bir araca sahip olmanız gerekir:
- Kaynak makinesi. Bu tip kaynak için eşsiz bir ünite geliştirilmiştir. Yarı iletken teknolojisine dayanmaktadır, dolayısıyla diğer muadillerine göre daha az elektrik harcanmaktadır. Genellikle bu tür üniteler için maksimum ve minimum kaynaklı çaplar belirtilir. Belirli bir bağlantı türü ile ilgili verileri otomatik olarak girebilen bir barkod tarayıcısı vardır, ayrıca manuel olarak da yapılabilir. Her bir geçirilen eklem üzerindeki veriler, operatör veya kontrol grubunun bilgi alabilmesi için bellekte saklanır. Dahili bir seri veya USB portunuz olabilir, ayarları veya verileri aktarmak için bir flash sürücü bağlayabilirsiniz. Ön panelde genellikle geçerli ayarları gösteren bir ekran vardır. Bazı birimlerle tamamlayın çeşitli bölümlerin ipuçları.
- Pozisyoner. Birkaç klipleri olan bir şerit şeklinde küçük metal fikstür. Bu araç, boruları kaynak için aynı düzlemde konumlandırmanıza izin verir. Aynı zamanda ovaliteyi düzeltmek için tasarlanmıştır. Bu amaçlar için ayrı bir kelepçe de kullanılabilir.
- Kesici. Genellikle diski kullan. İhtiyaç olan eşit bir kesimin yapılmasını mümkün kılan kişidir.
- Kazıyıcı. Bir bıçak ile küçük sap. Ayrıca çeşitli modüller ile bir fikstür olabilir. Bunlardan biri borunun içine yerleştirilir, ikincisi, kesme kafasının bulunduğu yerde döner ve üst tabakayı rotasyon sırasında çıkarır. Bu prosedür pürüzlü bir yüzey oluşturmamak için değil, nozulun oksitlenmiş kısmını çıkarmak için gereklidir.
- Rulet veya cetvel.
- Temizleyici. Kir ve gresi temizlemek gerekir. Özel bir boru tipi için özel olarak tasarlanmalıdır. Normal alkol veya aseton kullanmayın.
- Marker. Su geçirmez beyaz veya parlak bir renk sadece işaretlemeyi değil, aynı zamanda sivri uçların yerine bazı verileri uygulamak için kullanılır.
İpucu! Eyer sokma için özel bir matkap, ayrıca altıgen anahtar ve mandallar için bir tornavida da kullanılır.
montaj

Başak süreci çok karmaşık değildir, ancak belirli bir doğruluk, dikkat ve azim gerektirir.
- İşten önce bir zaman varsa, boruyu 24 saatte düzeltmek, körfezden sökmek tavsiye edilir, bu da ovaliteyi kısmen düzeltmeye yardımcı olur.
- Yapılacak ilk şey borunun kenarını düzeltmektir. Bu amaçlar için bir demir testeresinin kullanılması mümkündür, ancak arzu edilmez. Popo sert. Bir disk boru kesici kullanın, doğru düzlemi sağlayacaktır.
- Sonraki işarettir. Armatürün takılacağı çizgiyi uygulamak gereklidir. Bundan itibaren 1-2 cm'lik bir marj yapın ve işaretleyin.
- Kazıyıcı veya mekanik oksit temizleyici kullanarak üst tabakayı çıkarın. Çapı 63 mm'yi aşmayan borular için 0,1 mm'dir. Dış çap daha büyükse, o zaman 0.2 mm'yi çıkarmanız gerekir.
- Şimdi boru çözücü ile muamele edilir ve konumlandırıcıya yerleştirilir. İyi sabit ve doğru oval olmalıdır. Fitting, kırılma stresine maruz bırakılmamalıdır. Pozisyoner bunu telafi etmelidir.
- Kaplin takılır (ayrıca içeriden bir çözelti ile muamele edilmelidir). Borunun çapı çok büyükse, kaplin tam boyuta gerilir. İkinci branşman borusu içeriye getirilir ve bağlantı parçası derinliğinin yarısına indirilir. Uygun alaşımın sağlanması için ipotek sarmalının tüm boru bölgesinde olması gerekir.
- İki boruyu bağladıktan sonra kaynak makinesi bağlanır. Gerekli parametreler tarayıcı tarafından okunur veya manuel olarak girilir. Süreç başlar. Soğutma süresinin de tam bir döngü içerdiğini hatırlamak önemlidir. Klip zamandan önce çıkarılırsa, sıkılık bozulur.
- Tüm görevler tamamlandığında, operatörün yanı sıra zaman ve tarih de bağlantıya alınır.
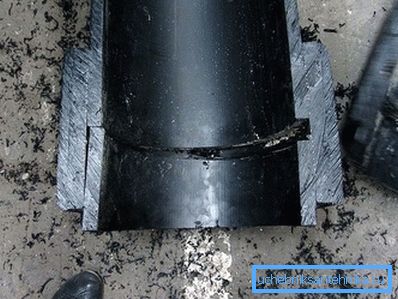
- Bir eyer yuvasının takılması benzer bir algoritmaya sahiptir. Temizleme, kurulum yerinde gerçekleştirilir, ancak tüm çevre etrafında değil, yalnızca bir spiral tarafından bloke edilecek yapışmanın alanı. Soyulduktan sonra, eyer takılır ve sıkıca sıkıştırılır. Kaynak yapılır. Ayrıca, ek bir alet yardımıyla, bir kesim yapılır. Bir fiş yardımıyla teknolojik açıklık kapatılır ve bir etiket uygulanır.
İpucu! Oksit kaldırmak için zımpara kağıdı veya uygun olmayan temizleyiciler kullanmayın. Sadece yüzeyi çizeceksiniz, ancak istenen sonucu elde edemeyeceksiniz.
Tipik hatalar
Bazı durumlarda bağlantı basınçlıdır. Bu, eksiksiz bir kurulumun tamamlanmasında zaten tespit edilebilir. Bu aşağıdaki nedenlerden dolayı olur:
- Operatör, ovaliteyi telafi etmedi. Bu, erimiş plastiğin tüm alanı doldurmasına neden olabilir.
- Kazıma bir kazıyıcı ile yapılmadı. Sonuç, kuplaj ve borunun bir monolitik lehim oluşturmamasıdır.
- Boru, bağlantı parçasına bir açıdaydı. Sonuç sıvı plastik sızıntısı olacaktır.
- Bağlantı tam olarak takılmamıştı. İpotek helezonu yeterli miktarda mafsallı yüzeyi eritmeyecektir.
- Yağ giderme işlemi yapılmadı veya temizlik yerine dokunduktan sonra. Bağlantı sıkı olmayacaktır.
HDPE borularının bağlantısı için bu talimat da uygulanabilir. Bu yöntem, mükemmel sıkılık sağlayamayacak mekanik bir kelepçe ile bağlantı parçaları kullanmaktan çok daha iyidir.
video
Sağlanan video materyalleri, elektrofüzyon boru kaynağının teknolojik sürecini göstermektedir: